
Les bobines et les matériaux
Les formats des bobines
1. Les différents diamètres de filaments
Sur le domaine de l’impression 3D FDM domestique et professionnelle, on retrouve deux diamètres principaux de filaments : 1,75 mm et 2,85 mm. Ces diamètres ont été établis sur la base des standards des tubes de guidage PTFE pour les systèmes Bowden, qui possèdent respectivement 2 mm et 3 mm comme diamètre interne pour le passage du fil.
Les filaments de 1,75 mm correspondent à la majorité des imprimantes 3D domestiques. Ce diamètre est idéal pour extruder du filament à travers des buses pouvant aller jusqu’à 1,2 mm de diamètre. Au-delà de 1,2 mm, des problèmes de débit et de sous-extrusion peuvent apparaître.
Les filaments de 2,85 mm sont souvent destinés à l’impression 3D FDM professionnelle. Ce type de filament permet un débit plus élevé, mais exige également un système d’extrusion plus gros, demandant plus de couple et une tête d’impression avec une cartouche de chauffe plus puissante. Avec ce diamètre en entrée et un matériel adapté, il est possible d’imprimer plus rapidement (jusqu’à 300 mm/s) qu’avec du filament de 1,75 mm. De plus, le diamètre en sortie...
Le stockage des bobines
Le stockage des bobines peut devenir une problématique à long terme. Une bobine mal conservée verra la qualité de son filament se dégrader avec le temps. Cela peut mener à de la sous-extrusion sur nos pièces imprimées.
Selon la matière du filament, les conditions de stockage ne seront pas les mêmes. Certains matériaux sont très sensibles à l’humidité, comme le PVA ou le Nylon. D’autres matériaux, comme le PLA, ont une résistance modérée à l’humidité, dépendant de l’exposition lumineuse et de la température de conservation. Les filaments PET, PETG et l’ASA ne sont pas ou alors que très peu sensibles à l’humidité, aux UV et aux variations de température, ce qui en fait les filaments les plus faciles à conserver.
Il est également important de stocker les bobines loin de tout agent biologique ou bactériologique qui risquerait d’attaquer le PLA (nourriture, compost, etc.). Il faudra éviter de stocker ses bobines à côté d’agents chimiques pouvant mener à des réactions d’oxydation ou de solubilisation : par exemple stocker de l’ABS à côté de bouteilles d’acétone.
De bonnes conditions de stockage de vos bobines sont :
-
Environnement...
Les conditions d’impression
1. La bobine sur l’imprimante 3D
Lorsque l’on utilise la bobine, on la sort de son stockage. Si elle est à l’air libre quelques jours, ce n’est pas bien grave. Le filament n’aura pas le temps de se détériorer. Il faut compter quelques mois avant de voir une différence à l’impression. Il n’est pas nécessaire de décharger la bobine après chaque impression, elle peut très bien rester chargée à froid dans l’imprimante 3D.
Certains puristes imprimeront depuis une DryBox ou encore une PolyBox pour maintenir la qualité du filament en tout instant.
2. L’environnement et l’adhérence intercouche
Une pièce correctement imprimée dans de bonnes conditions d’impression aura des propriétés mécaniques en cohérence avec le matériau d’impression : résistance à la traction, élongation à la rupture, résistance à l’impact et résistance à la chaleur.
Ce sont également les conditions environnementales d’impression qui vont définir l’adhérence intercouche. Ce terme désigne la résistance à l’élongation dans le sens perpendiculaire aux lignes d’impression. Si ces lignes, soumises à une faible traction, se décrochent...
Les dérouleurs de bobine
Il existe des dérouleurs de différentes formes et différentes tailles. Souvent, les dérouleurs fournis avec les imprimantes 3D sont loin d’être les plus performants. Un bon dérouleur augmentera la durée de vie de votre système d’extrusion. Le système d’extrusion n’utilisera plus « sa force » pour tirer le filament, mais uniquement pour le pousser jusqu’à la buse. Cela limitera fortement les risques de bouchage et de sous-extrusion.
Pour augmenter la qualité des impressions 3D, il faudra chercher à limiter au maximum les frottements de la bobine sur son dérouleur afin que la sortie du filament se fasse de la manière la plus fluide possible. Pour se faire, rien ne vaut les dérouleurs de bobines utilisant des roulements mécaniques au sein de leur système. Il faudra également laisser une petite distance entre le système d’extrusion et le dérouleur afin d’avoir un peu de marge en cas de rétraction du filament.
1. Liste de dérouleurs recommandés
On retrouve de nombreuses solutions à imprimer et à monter sur Internet, voici une liste de dérouleurs recommandés.
Les dérouleurs « bobines à la verticale »
-
Dérouleur avec roulements sur les tranches de bobines : ce dérouleur peut s’adapter à beaucoup de tailles de bobines....
Les principaux filaments rigides
Ce sont les matériaux les plus utilisés dans l’impression 3D de dépôt de fil. On y retrouve trois acteurs principaux : le PLA, l’ABS et le PETG.
1. PLA
Nom complet : Acide polylactique (PolyLactic Acid en anglais)
Le PLA est facile à imprimer et c’est le matériau idéal pour débuter en impression 3D.
Cependant, il se dégrade avec le temps. Il ne faut surtout pas exposer le PLA à de fortes chaleurs (par exemple, laisser une pièce en PLA dans une voiture garée en plein soleil), car le PLA se ramollit à partir de 55 °C - 60 °C.
Applications :
-
Pièces à usage décoratif ou esthétique.
-
Prototypage et validation de formes sans mises sous contraintes.
Résistance du matériau:
-
Température : dilatation à partir de 55 °C - 60 °C.
-
Humidité : faible résistance, très sensible à l’humidité.
-
UV : résistance faible.
-
Chimique : le PLA pur est résistant à tous les dissolvants. Aucune réaction d’oxydation possible. Cependant, le PLA reste sensible à la détérioration par hydrolyse (présence d’eau).
-
Biologique : très sensible à la biodégradation.
-
Mécanique : impressions rigides et fortes. Filament cassant.
Sécurité :
-
Faibles émissions de COV.
-
Nocivité de l’impression : faible.
Écologie/Recyclage :
-
Plastique recyclable par biodégradation (compost, biomasse).
-
Possibilité de le fondre pour réextruder une bobine.
Imprimante 3D :
-
Buse recommandée : laiton pour du PLA pur ou du PLA coloré ou chargé.
-
Compatible Bowden et Direct Drive.
-
Ne nécessite pas d’enceinte fermée.
Impression :
-
Température d’extrusion : de 190 °C à 230 °C
-
Température de plateau : entre 0 °C et 60 °C
-
Ventilation : 100 %
-
Vitesse moyenne d’impression : 60-80 mm/s
-
Sensibilité au warping : faible à moyenne
-
Adhérence intercouche : très forte
-
Adhérence première couche : facile
-
Odeur : sans
-
Sensibilité aux paramètres de rétraction : faible
Objet imprimé :
-
Résistance aux chocs : moyenne
-
Résistance...
Les filaments flexibles et semi-flexibles
1. Valeurs Shore
L’échelle de dureté Shore mesure la dureté des élastomères, de certaines matières plastiques, des cuirs et des bois.
Cette échelle a été créée dans le but de mesurer la dureté des matériaux hors laboratoire à l’aide d’un duromètre Shore. La valeur Shore d’un matériau est donc une valeur approximative donnant une idée de sa dureté.
Il existe 12 échelles de mesure Shore. Chaque échelle est définie par une lettre. Les plus courantes sont les échelles A et D, reconnues par les normes ISO 868 et 48-4 :2018, ASTM D 2240 et DIN 53505 :
-
Shore A : matériaux mous
-
Shore D : matériaux durs
Selon l’échelle, on utilise un duromètre différent. L’échelle Shore dépend de la conception et de la géométrie du duromètre (duromètre Shore échelle A ou D).
Lorsqu’on appose le duromètre sur un matériau, le cadran est gradué en degrés Shore de 0 à 100, de mou à dur.
C’est grâce au degré Shore que l’on peut définir la flexibilité d’un matériau imprimé en 3D. Plus la dureté du matériau est élevée, plus la pièce imprimée est rigide. À l’inverse, plus la dureté du matériau est faible, plus la pièce imprimée est flexible.
On distingue deux types de filaments flexibles :
-
Les filaments flexibles
-
Les filaments semi-flexibles
La société NinjaTek, spécialisée dans l’élaboration de filaments...
Les alliages et les filaments chargés en poudre ou en fibres
1. Objectif des additifs
Certains filaments proposés sur le marché de l’impression 3D sont formulés avec des additifs en fibre ou en carbone qui viennent parfois s’ajouter en plus du colorant déjà formulé. Ces additifs peuvent avoir plusieurs buts pour le consommateur :
-
Améliorer le rendu esthétique de la pièce (filaments métallisés, bois, pierre, céramique, etc.)
-
Améliorer les propriétés mécaniques de la pièce : poids, résistance à la température, résistance à l’impact, élongation à la rupture, résistance à la traction... (enrichissement en fibres de carbone, de verre, d’aramides, etc.)
-
Ajouter de nouvelles propriétés à la pièce, comme par exemple les filaments conducteurs en électricité ou les filaments ESD (anti-électrostatique)
-
Faciliter l’impression de filaments techniques avec les alliages.
Exemple
L’alliage PLA-ABS permet d’imprimer comme un PLA, un plastique aux propriétés similaires à de l’ABS.
Voici une liste non exhaustive du type de filaments chargés et d’alliages qu’on retrouve le plus sur le marché de l’impression 3D :
-
Filaments métallisés : ajout...
Les filaments techniques
1. ASA
Nom complet : Acrylonitrile Styrène Acrylate
L’ASA est un matériau très utilisé pour les plastiques exposés en extérieur, notamment dans l’industrie automobile. L’ASA est un plastique très stable thermiquement (aucune déformation sur une grande plage de températures). Il résiste au chaud, au froid, à l’eau, aux produits chimiques et aux UV. De plus, l’ASA est un plastique facilement usinable, comme l’ABS. L’ASA peut paraître comme étant le plastique d’impression parfait, cependant il est bien plus onéreux que le PLA, le PETG ou l’ABS. L’ASA peut également apparaître comme friable s’il n’est pas imprimé assez chaud.
Applications :
-
Pièces techniques utilisables en extérieur par toute condition climatique ou dans des environnements sensibles.
Résistance du matériau :
-
Température : dilatation à partir de 85 °C - 100 °C.
-
Humidité : résistance élevée à l’humidité.
-
UV : ne craint pas les UV.
-
Chimique : forte résistance chimique, comme le PETG. Craint les dissolvants comme l’acétone.
-
Biologique : forte résistance aux bactéries, se dégrade très difficilement.
-
Mécanique : impressions rigides et fortes. Filament cassant.
Sécurité :
-
Fortes émissions de COV.
-
Nocivité de l’impression : élevée.
Écologie/Recyclage :
-
Possibilité de le fondre pour réextruder une bobine.
Imprimante 3D :
-
Buse recommandée : laiton.
-
Compatible Bowden et Direct Drive.
-
Une enceinte fermée est très fortement recommandée.
Impression :
-
Température d’extrusion : de 230 °C à 260 °C
-
Température de plateau : entre 80 °C et 110 °C
-
Ventilation : 0 % à 50 %
-
Vitesse moyenne d’impression : 60 - 80 mm/s
-
Sensibilité au warping : moyenne
-
Adhérence intercouche : bonne
-
Adhérence première couche : facile à moyenne
-
Odeur : présente
-
Sensibilité aux paramètres de rétractions : faible
Objet imprimé :
-
Résistance aux chocs : forte
-
Résistance à...
Les filaments sacrificiels
Les filaments sacrificiels sont principalement utilisés dans le cadre d’une impression à double extrusion séparée.
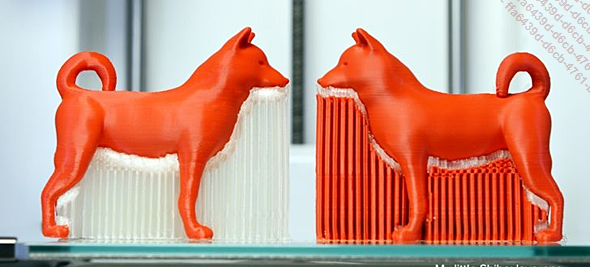
Deux types d’utilisation de filament sacrificiel en tant que support (Photo Ultimaker)
Ces filaments dits « sacrificiels » ou « fusibles » vont principalement servir de support d’impression ou d’interface pièce-support à l’impression en cours.
Parmi ces filaments, on retrouve :
-
Le PVA (PolyVinyl Acetate) : soluble à l’eau tiède et compatible avec le PLA, le PETG, le PET, le TPU, l’HIPS, l’ABS et l’ASA. Le PVA est extrêmement sensible à l’humidité, il convient donc d’être très minutieux sur les conditions de son stockage.
-
Le BVOH (Butenediol Vinyl Alcohol Co-polymer) : soluble à l’eau, compatible avec l’ABS, le PLA, le PET et le PETG. Sa dissolution est plus rapide que le PVA. Le filament est également extrêmement sensible à l’humidité.
-
Le PVOH (PolyVinyl Alcohol) : matériau soluble à l’eau froide, 100 % biodégradable, compatible avec le PLA, le PET, le PETG, et le TPU. Le PVOH est plus rigide que le PVA et le BVOH, ce qui en fait un meilleur candidat pour une imprimante 3D avec un système d’extrusion Bowden.
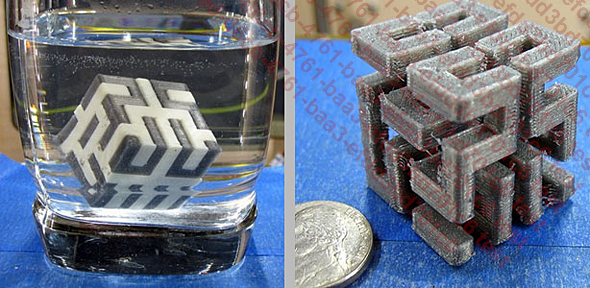
Dissolution du PVA dans...